Zaptivka gasne cevi. Navojne brtve
Nažalost, ni jedan od navojne veze nema apsolutnu nepropusnost, to se posebno odnosi na plinovode i cjevovode visokog pritiska. Za rješavanje problema brtvljenja navojnih spojeva koriste se različite brtve.
1. Laneni pramen.
Laneni pramen sa crvenim olovom na ulju za sušenje je još uvek vrlo česta metoda zaptivanja navojnih spojeva. Praktično, cjelokupna instalacija vodovodnih cijevi, sistema grijanja i plinovoda temelji se na ovoj metodi, jer je to naznačeno u SNiP-u za vodovodne sisteme i za opskrbu plinom. Postoje i druge metode korištenja lanenog raspona, na primjer, u kombinaciji sa raznih zaptivača i paste, čiji je glavni zadatak spriječiti procese korozije u navojnom spoju i produžiti vijek trajanja brtve. Često se koristi crveno olovo koje, za razliku od crvenog olova, ne štiti površinu navoja čeličnih okova od korozije. Poznata je i zamjena ove vrste zaptivke sa "suhim pramenom", odnosno bez boje, što uzrokuje značajnu koroziju navoja, posebno kada se koristi na sistemima grijanja i vodovoda.
Nedostaci korišćenja ovu metodu brtvljenje je očito - složenost i potreba za pažljivim pridržavanjem tehnologije, velike sile zatezanja spojnica tokom montaže, niska proizvodnost. At visoke temperature ah, na primjer, kod zaptivanja sistema grijanja moguće je termičko uništavanje lanenih vlakana. Također, u nekim slučajevima, nedostatak može biti teško rastavljanje veze.
Međutim, laneni pramen se još uvijek koristi uglavnom zbog svoje niske cijene i dostupnosti.
2. Zaptivači.
Nepropusnost se postiže popunjavanjem međusobnog prostora navojne veze specijalnom supstancom odabranom u skladu sa radnim uslovima sistema. Općenito, danas su zaptivači najbolja metoda zaptivanje, kombinujući lakoću ugradnje, antikorozivnu zaštitu i efikasnost. Mogu se podijeliti u tri glavne klase: zaptivači koji ne stvrdnjavaju, zaptivači koji očvršćuju i anaerobni zaptivači.
2.1. Zaptivači koji ne očvršćavaju.
To su viskozne paste napravljene na bazi sintetičkih smola i polimera sa punilima. Efikasno zaštititi metalne površine protiv korozije i dobro rade ne samo u navojnim spojevima. Može se koristiti u okruženjima sa vibracijama. Može se koristiti u kombinaciji sa raznim materijalima za brtvljenje. Očigledna prednost je jednostavnost montaže i demontaže veze. Upotreba nestvrdnjavajućih zaptivača se ne preporučuje za spojeve sa visokim pritiskom, pritiskom i ekstremnim temperaturama. Nije pogodan za rad u agresivnom i eksplozivnom okruženju.
Slika 2 Multipak neotvrdnjavajuća zaptivna masa
Tabela 1. Primjeri nestvrdnjavajućih zaptivača
|
Ime |
Proizvođač |
Karakteristike |
|
Alkoholna otopina modificirane gume sa punilima. Formiranje zaptivki na mestu. Zaptivanje prirubnica, fitinga i drugih spojeva. |
||
|
Zadržava plastičnost, kako na visokom, tako i na at niske temperature. Otporan na većinu industrijskih tečnosti. |
||
|
Može se koristiti pri maksimalnom pritisku (maksimalni pritisak 4,4 bara i temperatura max +70°C), pije vodu(maks. pritisak 16 bara i temperatura ne viša od +85°C), grijanje (maks. pritisak 7 bara, T max 130°C). |
||
|
ROCOL FOLIAC GRAPHITE PJC. |
Zaptivač na bazi biljnog ulja obogaćenog grafitom za metalne navojne i prirubničke spojeve. Koristi se u onim slučajevima kada je potrebno dopremati vazduh, paru, vodu i gas na visokim i niske pritiske. Prvenstveno se koristi za zaptivanje spojeva pod pritiskom pare, vazduha i vode do 97 bara. Koristi se u širokom rasponu radnih temperatura od -20°C do +450°C. |
|
|
Zaptivač uključen na bazi vode, namjenjeno za predtretman navojne veze. Najčešće se koristi za zaptivanje navojnih cevnih priključaka i čepova, fitinga hidrauličnih i vazdušnih kočionih sistema, blokova ventila. Radna temperatura: do +150°S |
2.2. očvršćavanje zaptivača.
U pravilu su to paste ili gelovi na bazi vode ili otapala koji se postupno stvrdnjavaju nakon nanošenja na konac. Vrijeme stvrdnjavanja ovisi o sastavu zaptivača i može se kretati od nekoliko sekundi do nekoliko sati. Dobro štite površine, omogućavaju laku i brzu montažu spoja, nakon sušenja pouzdano brtve spoj zbog otpornosti na istiskivanje. Ovisno o prionjivosti na podloge i karakteristikama čvrstoće (smična opterećenja), dijele se na zaptivače i ljepila. Ljepila se koriste u slučajevima kada je potrebno ne samo osigurati nepropusnost, već i popraviti vezu.
Nedostaci ove metode su nemogućnost rastavljanja spoja bez uništavanja zaptivača, skupljanje tokom sušenja i tokom rada, niska hemijska otpornost.

Slika 3 Stvrdnjavajući zaptivač "OilSEAL"
Tabela 2. Primjeri otvrdljivih zaptivača
|
Ime |
Proizvođač |
Karakteristike |
|
Stvrdnjavajuća zaptivna masa za metale, posebno za zaptivanje navojnih spojeva u nuklearnim elektranama Radna temperatura: od -50°S do +150°S. |
||
|
Univerzalni očvrsni zaptivač za grube metalne navoje. Pogodno za brzu primenu u okruženjima niskih temperatura kao što je održavanje van fabrike. Radna temperatura: od -50°S do +150°S. |
||
|
Zaptivač za jako opterećene navojne spojeve. Dizajniran posebno za navojne spojeve metalnih cijevi. Proizvod zamjenjuje teflonske zaptivke cijevi. Brzo očvršćava, a zatim izdržava pritisak do 700 kg/cm2. Sprečava nagrizanje i štiti površine s navojem od korozije. Sadrži teflon (politetrafluoroetilen). Radna temperatura: -50° do 170°S; |
||
|
Snažna masa za pričvršćivanje za matice, vijke, itd., spoj koji se ne može ukloniti. Radna temperatura: od -55°C do +150°C. |
||
|
Zaptivač, u obliku bele tiksotropne tečnosti na bazi organske smole i rastvarača, obogaćen glinom za trajno zaptivanje metalnih navojnih i prirubničkih spojeva. Dizajniran za zaptivanje spojeva pod pritiskom benzina do 138 bara, dizel gorivo, mineral i biljna ulja, parafin i white spirit. Koristi se u širokom rasponu radnih temperatura od -50°C do +200°C |
2.3. Anaerobni zaptivači.
ANAEROBNA - riječ koja karakteriše odsustvo kiseonika ili vazduha, kao i odsustvo zavisnosti od kiseonika ili vazduha.
Relativno nova vrsta brtve, koje brzo stiče popularnost zbog svog jedinstvenog skupa karakteristika performansi.
Anaerobni zaptivači su akrilni polimeri, koji su u početnom stanju tečne kompozicije različitih viskoziteta, koje se sastoje od akrilnih monomera i oligomera, inicijatora, katalizatora, stabilizatora, boja i drugih punila. Ove kompozicije su sposobne dugo vrijeme skladištiti u kontejneru propustljivom za kiseonik bez promene njegovih svojstava i formirati homogenu, izdržljivu polimernu masu u uskim metalnim prazninama, kao što su međuslojni prostor navoja, međuprirubnički zazori itd.
Kada zaptivač uđe u prostor između metalnih površina, inicijatori sadržani u materijalu počinju da stupaju u interakciju sa metalom, pokrećući proces polimerizacije akrilnih monomera, sa formiranjem polimera umrežene strukture. Intenzitet procesa polimerizacije zavisi od intenziteta interakcije sa metalom, a brzina se može povećati tretiranjem površine aktivatorom. Prilikom upotrebe anaerobnih brtvila na proizvodima od obojenih metala ili legiranih čelika, kao i na površinama s pocinčanim i dr. zaštitni premazi, stopa polimerizacije je najniža. Temperatura takođe ima značajan uticaj na brzinu polimerizacije. Na niskim temperaturama polimerizacija se usporava, a na visokim temperaturama ubrzava.
Iz navedenog možemo zaključiti da je za zaptivanje najefikasnije koristiti anaerobne spojeve. metalni proizvodi, ali zahvaljujući aktivatorima, opseg se širi, a moderne kompozicije se koriste na keramičkim, staklenim, polimernim i drugim površinama.
Prednosti anaerobnih zaptivača su velike fizička i mehanička svojstva, širok raspon radnih temperatura (od -90 do + 200 ºS), dobra hemijska otpornost, proizvodnost i jednostavnost upotrebe. Velika prednost je što se sastav stvrdne samo u procjepu, a višak brtvila se lako uklanja. U nekim slučajevima, anaerobne formulacije postale su zaista neophodne. Nažalost, nije uvijek moguće obezbijediti uslove za efektivna primena podaci o zaptivaču.

Slika 4 Loctite 262 anaerobni zaptivač
Tabela 3. Primjeri anaerobnih zaptivača
|
Ime |
Proizvođač |
Karakteristike |
|
Zaptivač i ljepilo za navojne spojeve srednje čvrstoće. Radna temperatura: od -50° do +200°S. |
||
|
Zaptivanje i sprečavanje samoodvrtanja. Trajno pričvršćivanje i brtvljenje velikih klinova i vijaka (do M25). Radna temperatura: od -50° do + 150°S. |
||
|
Elastični zaptivni materijal sa dozvoljenim razmakom manjim od 0,38 mm. Odobreno za upotrebu tamo gdje su specificirane "anaerobne" zaptivke (stvrdnjavanje u nedostatku zraka). Radna temperatura: od -54° do + 149°S. |
||
|
Univerzalni PTFE zaptivač, spoj koji se lako uklanja. |
||
|
Anaerobno ljepilo visoke čvrstoće za dugotrajnu montažu koaksijalnih spojeva ili metalnih dijelova s navojem. Koristi se na dijelovima koji se priliježu. Radna temperatura: od -55° do +150°S. |
||
|
To je tiksotropni (netečući) anaerobni zaptivač srednje čvrstoće. Posebno je dizajniran za navoje grubog koraka. Radna temperatura: od -55° do +150°S. |
||
|
Zaptivanje navojnih spojeva cevi i fitinga, otporno na vibracije. |
||
|
Brtvljenje navojnih cijevnih priključaka demontira se uobičajenim alatima. Radna temperatura: od -60°C...+150°C |
3. Navojite trake za brtvljenje, užad i navoje.
3.1. FUM traka i FUM uprtač.
Kod nas je FUM traka (fluoroplast zaptivni materijal) proizveden prema TU 6-05-1388. Namenjen je za zaptivanje navojnih spojeva tehnoloških cevovoda, kroz koje se transportuju agresivne tečnosti i gasovi u temperaturnom opsegu od minus 60°S do plus 200°S. Može se primijeniti u tehnološke opreme farmaceutskoj, prehrambenoj i medicinskoj industriji, u cjevovodima za opskrbu toplom i hladnom vodom, uključujući vodu za piće. FUM traka osigurava nepropusnost navojnih spojeva koji rade pri pritiscima do 9,8 MPa (100 kgf/cm2). U zavisnosti od primene, FUM traka se proizvodi u tri razreda: 1. klasa - najviši i prvi stepen - za zaptivanje sistema sa opštim industrijskim medijima, kao i sisteme sa visoko agresivnim medijima (koncentrovani i razblaženi rastvori kiselina i lužina); sadrži mazivo - vazelinsko medicinsko ulje prema GOST 3164-78 - od 17 do 20%; razred 2 - za zaptivanje sistema koji rade na kiseoniku i drugim jakim oksidantima; ne sadrži lubrikant; stepen 3 - za sisteme zaptivanja sa opštim industrijskim medijima, kao i sisteme sa snažnim, agresivnim medijima (koncentrovani i razblaženi rastvori kiselina i alkalija); predstavlja rubne dijelove FUM trake razreda 1 i 2, kao i SKL folije, proizvedene prema TU 301-05-49-90. proizvodnja.
Tabela 4 Trake FUM TU 6-05-1388
|
Marka, klasa |
Proljetni pogled |
Vlačna čvrstoća MPa (kgf/cm2), ne manja od |
Izduženje pri prekidu |
Maseni udio masti |
|
Ocjena 1, najbolja ocjena |
Boja trake može biti bijela sa različitim nijanse boja. Dozvoljeno prisustvo tamne mrlje i pojedinačne inkluzije. Površina trake mora biti glatka bez prekida. Dozvoljeno je prisustvo valovitosti. |
nije definisano |
||
|
Ocena 1, prvi razred |
||||
|
za debljinu: do 0,105 mm uključujući - 6,86 (70); preko 0,105 mm - 4,90 (50) |
||||
|
nije definisano |
FUM traka je nesinterirani film napravljen od fluoroplasta-4, zbog čega materijal ima visoku hemijsku otpornost i može se koristiti u Prehrambena industrija. Ne dozvoljava ponovno učvršćivanje i labavljenje-povlačenje, jer nema elastična svojstva.
Prednosti: jednostavnost upotrebe. Priključak se lako sklapa i rastavlja. Odlična hemijska otpornost. Može se koristiti za zaptivanje u okruženju kiseonika. Nedostaci: niska pouzdanost pod mehaničkim naprezanjem i vibracijama. Nije efikasan kod čestih promjena temperature, zbog smanjenja tlaka kao posljedica temperaturnih deformacija.
Pored domaće trake proizvedene po TU, postoje slični proizvodi proizvedeni u Evropi i Kini. Ove trake se po pravilu proizvode bez podmazivanja i analozi su FUM-a razreda 2. Neki zapadni proizvođači traku podvrgavaju dodatnom usmjeravanju (crtanju) u jednom ili više smjerova, što materijalu daje određenu elastičnost.
Slika 5 Uvezena FUM traka
Vuča FUM, proizvedena prema TU 6-05-1570, je profilisani proizvod od nesinterovane fluoroplastike-4D. Snopovi se mogu proizvoditi u okruglim ili kvadratnim presjecima i uglavnom se koriste kao ambalaža za punjenje. Uprtači se praktički ne koriste za brtve navoja, tako da ih nećemo detaljno razmatrati u ovom odjeljku.
3.2. Zaptivne kablove i navoje.
Polimerni kabel ili konac impregniran posebnom masom za brtvljenje. Slični proizvodi proizvodi skoro sve glavni proizvođači zaptivke i fitinzi specijalizovani za zaptivanje navoja. Snopovi ili niti mogu biti izrađeni od najlona, PTFE i dr polimernih materijala. Proizvodi "naoštreni" pod domaću upotrebu, cjevovodi za opskrbu toplom i hladnom vodom ili plinovodi malih prečnika. Najpoznatiji konci i gajtani su SanTehnik, Loctite, Tangit Uni-Lock, Record. Materijali su jednostavni za upotrebu, potrebno je samo namotati navoj oko konca i zategnuti spoj. Štoviše, pečat je prilično pouzdan i jeftin. Dobro radi u uslovima niskih pritisaka i temperatura od -50 do +140°C. Materijali su razvijeni za upotrebu u uslovima visoka vlažnost i stoga su pogodni za popravke na cjevovodima pod naponom. Nije pogodno za cjevovode veliki prečnik, visoke pritiske i temperature, kao i agresivne sredine i naftne derivate.

Rice. 6 Navoj za brtvljenje navoja WEICON
Tabela 5. Primjeri zaptivnih užadi i navoja
|
Ime |
Proizvođač |
Karakteristike |
|
Univerzalni navoj za zaptivanje navojnih spojeva cevi sa hladnim i vruća voda, voda za piće, plin do 6 inča u prečniku. U roku od 72 sata nakon montaže, omogućava, bez gubitka nepropusnosti, podešavanje spojeva cijevi. Može se koristiti za metalne i plastične cijevi. |
||
|
Nestvrdnjavajuća zaptivna masa - navoj koji odmah pruža maksimalnu otpornost na pritisak. Odobreno za plin i vodu za piće. Raspon radne temperature: -55°C - +149°C |
||
|
UNIFLON navoj se koristi za zaptivanje svih vrsta navojnih spojeva, na cijevima od bilo kojeg materijala u sistemima za grijanje, vodosnabdijevanje, ventilaciju, u rashladnim uređajima, za ugradnju i popravku naftovoda i benzinskih cjevovoda itd. Pogodno za brtvljenje navojnih spojeva u cjevovodima svih veličina. Raspon radne temperature od -200°C do +240°C, pritisak 30 bara do 100°C. |
||
|
"Record" je neupletena najlonska vrpca, koja se sastoji od 280 ultra tankih poliamidnih vlakana impregniranih organosilikonskom pastom. Radna temperatura priključka od -55°C do +120°C. |
||
|
Koristi se za zaptivanje svih vrsta navojnih spojeva. Pogodno za brtvljenje navojnih spojeva u cjevovodima svih veličina. Raspon radne temperature od -200°C do 240°C. |
Tokom instalacije savremeni sistemi za grijanje i vodoopskrbu, koriste se posebni navojni priključci, koji često uzrokuju razne probleme. Nepravilno brtvljenje takve jedinice može dovesti do stvaranja curenja različitog intenziteta na spojevima cijevi. Zbog toga je veoma važno odabrati idealan zaptivni materijal koji će osigurati normalno funkcionisanje sistema tokom dužeg perioda.
Upotreba niti
Zaptivni navoj je napravljen od razni materijali, zbog čega poprima potpuno drugačija svojstva:
- poliamid - podnosi temperature do 130 stepeni i pritisak do 8 atmosfera u sistemu za snabdevanje gasom i do 16 atmosfera u grejanju i vodovodu;
- fluoroplast - koristi se na temperaturama od -250 do +250 stepeni i pritisku do 30 bara, otporan je na agresivne hemijske sredine.
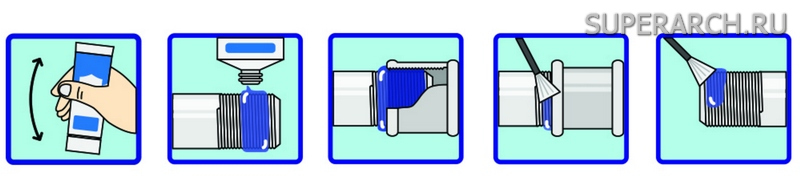
Konac se koristi tako što se namota oko konca u smjeru kazaljke na satu od vanjskog ruba. Čvrsto ga pritisnuti, potrebno je proizvesti dosta okreće se da potpuno sakrije niti. ![]()
Paste i gelovi
Prilikom ugradnje sistema visokog pritiska koriste se akrilne i silikonske paste. U većini slučajeva koriste se kao mazivo prilikom brtvljenja spojeva kudeljom ili platnom. Ovaj drevni i pouzdan način Idealan za vodovodne i sisteme grijanja Radna temperatura do 90 stepeni. Najpopularnije paste su "Unipak", "Pate Detancheite", "Gebatout 2".
Instalacija počinje formiranjem niti od lana (kude) i namotavanjem oko konca. Nakon toga, namotani konac impregnira se pastom ili gelom kako bi se olakšala montaža i demontaža spoja. 
fum traka
Fluoroplastični zaptivni materijal u obliku trake koristi se za opskrbu toplom i hladnom vodom, sisteme grijanja i pri spajanju instrumentacije na plinovod. Proizvode se FUM trake 0,08-0,12 mm debljine i 10-16 mm širine, što im omogućava da se koriste za razne veličine niti.
Prilikom namotavanja traku treba lagano rastegnuti tako da čvrsto pokrije žljebove konca. Posljednjih nekoliko zavoja može se postaviti preko cijele površine od jednog ruba do drugog. 
Zaptivači i zaptivači
Anaerobni zaptivači su najlakši način za zaptivanje navojnih spojeva. Instalacija se sastoji od nekoliko uzastopnih operacija:
- odmašćivanje površina oba spojna elementa;
- nanošenje brtvila na suhu površinu;
- uvrtanje rukom i ključem;
- čekati da se zaptivač očvrsne.

Kada kupujete alat, obratite pažnju na njegovu radnu temperaturu i maksimalni prečnik navoja. Ovi parametri su jednako važni kao i sila potrebna za demontažu. Postoje zaptivači sa slabom, srednjom i velikom snagom. Alati velike sile koriste se samo za prečnike navoja od 2,5 inča. Prilikom rastavljanja moraju se prethodno zagrijati.
Priključci cijevi s navojem koji se koriste u još uvijek nesavršenim mehaničkim procesima montaže zahtijevaju dodatno zaptivanje. Postoji mnogo rigorozno testiranih i odobrenih proizvoda koji mogu odgovoriti na ovaj izazov.
O zaptivanje navoja
Upotreba brtvila za navoje pomaže u sprječavanju curenja tekućina i plinova u spojevima cijevi. Svi takvi spojevi zbog temperaturnih fluktuacija, promjena pritiska ili efekata vibracija smatraju se "dinamičkim".
Vrste upotrijebljenih niti
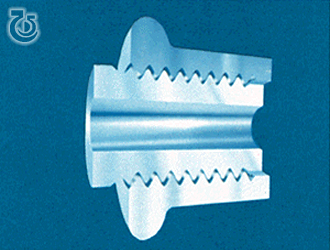
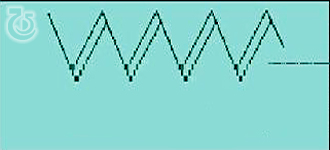
Rice. 1: Pogled na navojni spoj sa paralelnim navojima na oba elementa.
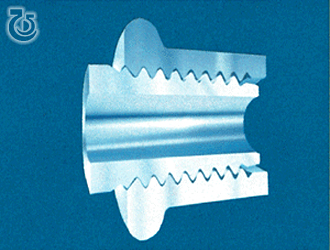
Rice. 2: Pogled na sklop konusno-cilindričnog navoja.
1. Standardni američki konusni navoj cijevi, koji se ponekad naziva nacionalnim cevni navoj(NPT) ili konusni navoj.

2. Evropska serija navoja, sa cilindričnim unutrašnjim i konusnim spoljnim navojima.
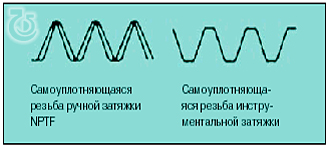
3. Američki standardni suhi pečat. Ova serija ima suženi navoj sa skraćenim oblikom.
4. Ravni navoji - Metrički ili SAE (Standard American-Europe) navoji.
O vrstama pečata
Jedan od najstarije metode koji se koriste za zaptivanje spiralnih zazora sa navojem su nestvrdnjavajuća jedinjenja za cevi. Brtve ove vrste su specijalne paste napravljen od punila i ulja. Prednosti ove metode leže u istovremenom podmazivanju spojeva i sprječavanju zaglavljivanja navoja, bez njihovog fiksiranja. Nedostaci su moguće istiskivanje brtve iz otvora navoja pod pritiskom, slaba hemijska otpornost i neprikladnost za zaptivanje metričkih navojnih spojeva.
Smjesa za cijevi koji sadrže rastvarače su zaptivači za sušenje. Ovo je također prilično zastarjeli način zaptivanja navoja. Prednosti metode: učvršćivanje u prazninama, što povećava otpornost na ekstruziju smjese pod pritiskom i osigurava podmazivanje navojne veze. Među nedostacima je prisustvo skupljanja tokom procesa polimerizacije uzrokovanog isparavanjem rastvarača. Priključci se moraju ponovo zategnuti kako bi se razmaci navoja sveli na minimum. Fiksiranje veze nastaje kao rezultat trenja.
Politetrafluoroetilenska (PTFE) traka, poznatija kao teflonska ili PTFE traka. Stvara dobro početno brtvljenje i povećava otpornost na razne štetne efekte hemijske supstance. Osim toga, teflonska traka je jedini organski zaptivač koji se koristi u servisu kiseonika. Prednosti uključuju: lakoću montaže (zbog prisustva mazivih svojstava), dobru hemijsku otpornost.
Nedostatak teflonskih traka je karakteristika ugradnje: izvodi se u smjeru suprotnom od smjera uvrtanja navojnog spoja, što može uzrokovati njegovo naknadno popuštanje. U ovom slučaju, kao rezultat dinamičkih opterećenja, klizanje trake može se ubrzati, što će nakon nekog vremena dovesti do smanjenja tlaka na spoju. Osim toga, učinak podmazivanja može uzrokovati dodatna opterećenja, uzrokovati preopterećenje ili prekid veze. Upotreba teflonskih traka u hidraulički sistemi nepoželjno, zbog moguće blokade vodova odlomljenim fragmentima trake, što dovodi do ozbiljnih poteškoća u procesu popravka i održavanja. Teflon je registrovani znak E.I. DuPont de Nemours Co., Inc.
plastični metal. Strogo govoreći, ne može se nazvati brtvom, međutim, suhe brtvene armature često koriste dizajneri, teoretski ne zahtijevajući nikakvu upotrebu dodatna sredstva u obliku zaptivača. Glavna prednost: kada koristite preciznu obradu dijelova koji se spajaju, kreirani dizajn vam omogućava da dobijete lijepi rezultati. Nedostaci: Poteškoće u održavanju potrebnih tolerancija i visoki troškovi za mehaničku obradu.
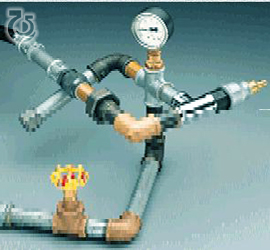
Rice. 3: Loctite nudi zaptivke za sve postojeće navojne spojeve.
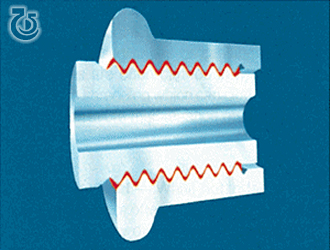
Rice. 4: Loctite proizvodi brtve bez obzira na moment zatezanja vijaka.
Loctite-ovi zaptivači su anaerobni zaptivači koji se stvrdnjavaju i formiraju nerastvorljivu, čvrstu plastiku koja ispunjava otvor sa navojem kako bi se sprečilo curenje, bez obzira na obrtni moment ili radni pritisak.
Glavne prednosti:
- jednostavna instalacija zbog dobrih svojstava podmazivanja
- sposobnost zaptivanja navoja bez obzira na primijenjeni moment
- sposobnost održavanja funkcionalnosti čak i s udarima tlaka, sve do uništenja cijevi
- obezbeđivanje uslovljene sile demontaže veze
- nestvrdnjavanje na vanjske površine spojeva, što omogućava lako uklanjanje viška proizvoda.
- ne trebaju punila prilikom ugradnje fitinga na kritična mjesta hidrauličnih spojeva
- najniži trošak dobijen obračunom jedne veze
- jednostavnost upotrebe na proizvodnim linijama
- neki Loctite zaptivači mogu se prethodno nanijeti.
Dostupni nedostaci:
- ne može se koristiti za stvaranje zaptivki koje rade u okruženju jakih oksidansa i kiseonika
- ne može se koristiti za zaptivanje spojeva koji rade na temperaturama većim od 200 stepeni Celzijusa
- ne preporučuje se za upotrebu u priključcima većim od M80 (R3")
O glavnim faktorima koji utiču na brtvljenje navojnih spojeva
Prilikom odabira zaptivača potrebno je uzeti u obzir i unaprijed znati mnoge faktore koji utječu na performanse veze tijekom cijelog vijeka trajanja. Zaptivače je potrebno odabrati uzimajući u obzir njihovu izdržljivost i pouzdanost. Prilikom rada sa bilo kojom opremom, curenje ulja ili bilo koje druge tvari je neprihvatljivo. Nepropusnost spojeva mora se održavati i pri najjačim vibracijama, i uz djelovanje hemikalija, i kod kolebanja pritiska ili zagrijavanja.
Do curenja u spojevima može doći i nakon njihove precizne obrade i kvalitetne ugradnje navojnih spojeva namijenjenih za cijevi. Mogu se pojaviti i zbog hrapavosti na radnim površinama navoja. Da bi se spriječilo curenje, bitno je da zaptivač ima dovoljnu moć vlaženja, što je potrebno za više kvalitetna pokrivenost navojne površine. Prečnik navoja je takođe važan: brtva koja je projektovana za okove prečnika 8 mm ne može se koristiti na okovu od 80 mm.
Mnogi materijali za brtvljenje nepotpuno ispunjavaju navojni razmak. Proces brtvljenja u ovom slučaju nastaje uglavnom zbog značajne sile pritiska spojenih radnih površina i uvlačenja zaptivnog materijala u mikrohrapavosti prisutne na površini navoja. Rad suhozaptivenih spojeva izvodi se pri konstantnom kontaktnom naponu. Međutim, to često nije moguće za dinamičke veze iz sljedećih razloga:
- Za stvaranje posebnih zavoja, krivina ili pri postavljanju cijevi, cijevni spojevi se često zagrijavaju, zbog čega se smanjuje kontaktni napon.
- Usljed vibracija može doći do pomicanja i habanja radnih površina s navojem na mjestu otpuštanja. Fleksibilni spojevi hidrauličnih crijeva su posebno osjetljivi na to.
- Relativnim međusobnim pomicanjem spojenih dijelova, trakasti zaptivači mogu biti istisnuti iz spoja.
Loctite anaerobni zaptivači u potpunosti ispunjavaju navojne praznine, stvarajući tako potpuno zaptivanje spoja. Pravilno odabrana zaptivna masa jamči spoju potrebnu čvrstoću, čime se sprječava relativno pomicanje dijelova koji se spajaju, što je u većini slučajeva uzrok curenja.
O lakoći montaže i demontaže
Loctite anaerobni zaptivači mogu se nanositi poluautomatskim i automatska oprema ili ručno. Višak proizvoda s površine lako se uklanja brisanjem ili ispiranjem.
Upotreba tradicionalnih spojeva za cijevi u procesu montaže je nezgodna zbog njihovog sporog djelovanja, nemogućnosti osiguravanja čiste ugradnje i potrebe za stvaranjem takvog momenta zatezanja koji će osigurati optimalnu napetost kontakta. Upotreba teflonske trake zahtijeva određene vještine kako bi se izbjeglo preopterećenje odljevaka tijela i navojnih spojeva cijevi.
Loctite zaptivači za navoje omogućavaju brzu i čistu montažu, jednostavnu primenu direktno iz dozatora ili kontejnera razne vrste. Tokom montaže konusnih ili cilindričnih navojnih spojeva, zaptivač se mora naneti i na unutrašnje i na spoljni navoj. Navojne praznine se popunjavaju anaerobnim proizvodima, zbog čega sile zatezanja u spojevima postaju manje kritične.
Osim toga, upotreba Loctite zaptivača omogućava jednostavnu demontažu prilikom sljedeće popravke, što postaje moguće zbog odsustva ogrebotina i korozije u navojima koji se njima obrađuju. Prodor vlage ili drugih korozivnih hemikalija u takvu vezu je isključen. Prisustvo svojstava zaključavanja kod Loctite zaptivača ne sprečava demontažu navojne veze sa konvencionalnim alatima.
O odsustvu opasnosti od kontaminacije sistema
Bilo koja zaptivna masa može prodrijeti unutar zatvorenog cjevovoda. U hidrauličkim sistemima sa malim otvorima, posebno je opasno koristiti trake obložene teflonom. Anaerobni zaptivači dobro rade u većini fluidnih sistema jer nemaju ova negativna svojstva.
O hemijskoj otpornosti
Nakon stvrdnjavanja, Loctite zaptivači su otporni na štetne efekte većine industrijski gasovi i tečnosti. Podaci o hemijskoj otpornosti anaerobnih proizvoda dostupni su u posebnoj tehničkoj dokumentaciji.
O sigurnosti životne sredine
Stvrdnute Loctite zaptivke za navoje imaju nisku toksičnost i često se koriste u prehrambenoj industriji. U isto vrijeme, upotreba zaptivača mora uvijek biti u skladu sa zahtjevima za zaštitu zdravlja potrošača koje nameću lokalne vlasti.
O radnoj temperaturi
Loctite zaptivači za navoje navedeni u sledećoj tabeli mogu da rade na radnim temperaturama od -55 stepeni Celzijusa do +150 stepeni Celzijusa (-65 do +300 stepeni Farenhajta). Uz kratkotrajno izlaganje zaptivačima na višim temperaturama značajne promjene njihova zaptivna svojstva se ne javljaju
Kada se radna temperatura spoja podigne iznad 150 stepeni Celzijusa, treba koristiti Loctite 272, sa radnim temperaturama do 232 stepena Celzijusa (450 stepeni Farenhajta), koji se široko koristi širom sveta. Prije upotrebe, preporučljivo je izvršiti preliminarne testove. Možda će biti potrebno zagrijati priključke na 260 stepeni Celzijusa (500 stepeni Farenhajta) da biste uklonili veze nakon testiranja.
Kako pravilno spojiti navoj cijevi u cjevovod? Osiguravanje nepropusnosti. Lično iskustvo nanošenje fumlenty i vodoinstalaterskog ljepila - zaptivača (10+)
Zaptivanje navojnih spojeva
Prilikom izvođenja vodovodnih i plinskih instalacijskih radova često je potrebno spojiti cijevi na navoj. U tom slučaju, priključak mora biti zapečaćen.
namotavanje
U starim danima za to se koristilo namotavanje. Na konac je bio namotan poseban konac. Ponekad je konac bio premazan ljepilom ili bojom. Ova metoda se i danas koristi. Koristi se samo specijalno sintetičko vlakno, već podmazano zaptivačem. Međutim, meni se lično ova metoda nikako ne sviđa. Ne mogu ovako pouzdana veza. Možda je činjenica da jednostavno ne znam kako da izvedem ovu operaciju, ali u jednom od deset slučajeva dođe do curenja. Morate rastaviti, premotati i ponovo sastaviti vezu. 10% braka mi ne odgovara. Stoga sam se odlučio na druge tehnike za zaptivanje navojnih spojeva.
Nažalost, greške se periodično javljaju u člancima, ispravljaju se, članci se dopunjuju, razvijaju, pripremaju novi.
Navojni priključci u vodovodu prisutni su čak iu vodovodnim cijevima novog stila. Potrebni su im pouzdani i visokokvalitetno zaptivanje. Ranije su se u tu svrhu koristile lanene niti, FUM traka i zaptivni navoji. Danas su ih zamijenili anaerobni zaptivači, potrošači poznati pod nazivom "anaerobni ljepilo", koji su napredni tečni polimeri nove generacije.
Oni ne samo da pružaju visoka pouzdanost brtve, ali i štite navoje od korozije. Upotreba anaerobnih zaptivača obezbeđuje visok kvalitet novi nivo fiksiranje, zaptivanje i zaptivanje u vodovodu koje ne može da obezbedi nijedan drugi tip fiksatora.
Zaptivanje navojnih spojeva
Izvodi se kako bi se spriječilo i otklonilo curenje na spojevima vodovodna oprema. Temperaturne fluktuacije dovode do kompresije i širenja materijala cijevi. Vibracije iz vodovoda rade na isti način. Ovi i drugi srodni faktori, uključujući loše kvalitete metala, izlaganje korozivnim procesima, dovode do slabljenja, popuštanja navoja i pojave curenja.
Da biste izbjegli štetne posljedice, nije dovoljno samo pažljivo zategnuti kompresijske podloške, svi spojevi moraju biti zabrtvljeni. Važno je ne samo zapečatiti navoje, već i minimizirati utjecaj negativni faktori. To je razlog za želju i vodovod, i kućni majstor odaberite najkvalitetnije i izdržljivo brtvilo, koje je anaerobno ljepilo.
Specijalno sredstvo za zaptivanje navojnih spojeva. Udara u metal uski prostori, reaguje sa vazduhom, menja svoju strukturu i stvrdnjava. ispunjen anaerobno ljepilo navoj je zapečaćen i spoj je zapečaćen. Polimerno ljepilo se može koristiti ne samo za metalne, već i za plastične površine.
Jedinstveni sastav zaptivača razvijen je pedesetih godina prošlog veka u Sjedinjenim Državama. Kasnije se anaerobno ljepilo pojavilo u Sovjetskom Savezu, gdje se koristilo u raketnoj nauci. U svakodnevnom životu, brtvila su postala široko rasprostranjena mnogo kasnije, ali su zbog svog jedinstvenog sastava i visokih performansi brzo stekla popularnost. Oni su gurnuli ranije korištene tipove pečata u samostalne sistemi grijanja, a kasnije se počeo aktivno koristiti za sve navojne spojeve u vodovodu.
Široku upotrebu polimernog ljepila olakšala je i činjenica da je tvar odobrena za upotrebu u vodovodnim sistemima. pije vodu. Zaptivač je apsolutno bezopasan za ljude.
Sastav zaptivača navoja
U proizvodnji anaerobnog ljepila koriste se sljedeće komponente:
- akrilni polimer ili oligomer;
- stabilizatori - inhibitori;
- zgušnjivači, boje i drugi funkcionalni aditivi;
- kompleks inicijalnih supstanci.
Oligomeri ili akrilni polimeri koji čine osnovu zaptivača obezbeđuju viskoznost supstance u tečnom obliku i potpuno stvrdnjavanje nakon reakcije sa kiseonikom. Za tok reakcije stvrdnjavanja odgovorne su inicijalne supstance koje se koriste kao hidroperoksidi i peroksidi. Proces se može ubrzati dodavanjem posebnih akceleratora ili koakceleratora.
Inhibitori djeluju kao stabilizatori koji štite strukturu zaptivača od razne vrste hemijski uticaji. Kao stabilizatori koriste se fenoli, kinoni i druge različite vrste polimera. Aditivi prisutni u sastavu zaptivača daju sastav specifične boje, povećavaju njegovu otpornost na alkalne i agresivne kisele sredine.

Razlika između anaerobnih i drugih vrsta zaptivača
Tekuća konzistencija polimernog ljepila osigurava prodiranje tvari u najviše uska mjesta. Brtvilo pouzdano hvata metalne površine, lako fiksira dijelove bez upotrebe posebnih ključeva. Lakoća upotrebe, koja ne zahtijeva vještine i iskustvo sa kompozicijama ovog tipa, čini ga pristupačnim i za jedne i za druge profesionalni zanatlije kao i za početnike.
Jedinstveni višekomponentni sastav napravljen od anaerobnih zaptivača moderna alternativa zastarjeli, lošije kvalitete u odnosu na polimere nove generacije, presjeke, brtve, brtve. Fiksacija je toliko jaka da samo grijanje ili korištenje alata mogu razdvojiti elemente. Ova kvaliteta zaptivača je istovremeno i plus i minus.
Karakteristike zaptivača navoja
Anaerobno ljepilo ima dug vijek trajanja. U uslovima minimalnog uticaja agresivno okruženje služi do pet godina, au ekstremnijim - najmanje godinu dana. Široki domet viskoznost omogućava da se koristi za praznine koje imaju debljinu od 0,07 do 0,5 mm.
Polimerni zaptivač nove generacije reaguje sa vazduhom čak i kada sobnoj temperaturi, ima različitu snagu (od niske do najveće). Prilikom primjene, tvar formira jednokomponentni jednokomponentni sastav.


Prednosti
Glavne prednosti anaerobnog ljepila uključuju:
- širok raspon radnih temperatura;
- otpornost na mehanička opterećenja;
- ekonomičnost potrošnje;
- otpornost na vibracije i agresivna okruženja;
- kada se stvrdne, ne otapa se u vodi;
- mogućnost povezivanja metala koji su različiti po strukturi i sastavu;
- otpornost na pritisak preko 50 atmosfera;
- jednostavnost upotrebe i visoka praktičnost;
- najbolja vrijednost za novac.
- Temperatura na kojoj možete raditi sa zaptivačem zavisi od vrste lepka. Neki su pogodni za upotrebu u temperaturni režim od -196 do +150, ostali - od -60 do +300 stepeni Celzijusa.
Nedostaci
Najnovija generacija ljepila za polimerne niti također ima nedostatke. Oni nisu toliko bitni kao oni kod mehaničkih zaptivača, ali ih treba znati:
- ne preporučuje se za upotrebu s cijevima većim od M80;
- niske temperature značajno povećavaju vrijeme polimerizacije otopine;
- može se koristiti samo na suvim površinama.
Za mnoge kupce loša strana je cijena. Viši je nego kod drugih tipova pečata. Međutim, s obzirom na uštede, visoka kvaliteta i pouzdanost formiranih spojeva, pouzdanost brtvljenja, cijena aerobnog ljepila je potpuno opravdana.

Vrste anaerobnih zaptivača
Polimerna brtvila nove generacije razlikuju se po stupnju čvrstoće: niska, srednja i visoka. Od velikog značaja je i stepen viskoznosti od kojeg zavise karakteristike lepka kao što su fluidnost i moć prodiranja.
Anaerobni zaptivači imaju široko područje aplikacije iu liniji svakog proizvođača postoje kompozicije za rad ne samo sa navojem, već i sa čaurama, cevnim priključcima, fitingima i prirubnicama. Olakšava odabir kodiranje u boji, čije je dekodiranje dato u tehničkoj tabeli na pakovanju. Stoga, birajući zaptivač navoja, morate obratiti pažnju na boju oznake.
Snaga
Anaerobni zaptivači male čvrstoće dizajnirani su za pričvršćivanje spojeva koji nisu izloženi povećanim opterećenjima i zahtijevaju čestu demontažu. Spoj zapečaćen takvim sastavom može se rastaviti konvencionalnim alatom. Moment kvara zaptivnih spojeva je od 3 do 10 Nm.
Smjesa srednje čvrstoće se koriste prilikom izvođenja servisa i radovi na popravci, zaptivanje spojeva podložnih povećanim opterećenjima vibracijama. Ova vrsta ljepila smatra se univerzalnom, jer trenutak prekida veze varira između 15-25 Nm.
Anaerobno ljepilo jake čvrstoće koristi se za fiksiranje navojnih spojeva koji ne zahtijevaju čestu demontažu ili uopće ne zahtijevaju ponovno raščlanjivanje. Ova vrsta zaptivača je otporna na ekstremno velika opterećenja od udara i vibracija, visok krvni pritisak, ima veliki obrtni moment od 16 do 50 Nm.
Viskoznost i boja
Sa smanjenjem razmaka između fiksnih elemenata, prodorna moć bi se trebala povećati. Stoga bi indeks viskoznosti trebao biti niži.
Da biste stvorili pouzdanu brtvu za razmak od 0,07 mm, potrebno je koristiti brtvilo čija viskoznost ne prelazi 20 MPa. U suprotnom, ljepilo neće moći prodrijeti u prostor između niti.
Za spojeve s velikim navojnim presjecima potrebni su zaptivači većeg viskoziteta. Ako su praznine do 0,5 mm, tada bi viskoznost upotrijebljenog fiksativa trebala biti maksimalna.
Označavanje u boji služi samo za označavanje obima i karakteristika držača. At različitih proizvođača ona je drugačija. Paleta može biti bijela, zelena, žuta, crvena, plava, narandžasta.
Odabir fiksatora za vodoinstalaterske radove
Ovisi o radnim uvjetima navojnih spojeva i sljedećim faktorima:
- karakteristike navoja, uključujući veličinu praznina;
- nedostatak/potreba za naknadnom demontažom;
- materijal od kojeg je spoj napravljen;
- potreban stepen čvrstoće spojeva;
- vreme polimerizacije.
Za potrebe domaćinstva nema potrebe za kupovinom stezaljki visoka čvrstoća. Također treba imati na umu da nisu svi anaerobni zaptivači istog kvaliteta. Prednost treba dati renomiranim proizvođačima. To su Loctite, Loxeal, Anaterm, Santekhmaster, Weicon, Rite-Loc, Permabond.
Upotreba anaerobnog zaptivača za navoje u vodovodu
Prodajem anaerobno ljepilo u pakovanjima sa ravnim vratom. Neki proizvođači pričvršćuju posebnu četku na brtvilo. Ako nije, ovaj alat se kupuje zasebno. Za rad će vam trebati i čistač. Nisu potrebni ključevi i drugi alati koji se koriste pri radu sa drugim vrstama zaptivača.
Kada se zaptivanje vrši na novom spoju, površina se odmašćuje. Novi dijelovi se lagano poprskaju sredstvom za čišćenje. Izvođenje sličnih radova sa starim nitima zahtijeva prethodnu obradu četkom. Inače će kvaliteta fiksacije biti znatno niža.
Kako koristiti
Nema potrebe dodavati ništa zaptivaču. Proizvod je potpuno spreman za upotrebu. Ako trebate da se povežete plastični proizvod, njegova površina je prethodno tretirana aktivatorom. Bez obzira na ovo, redosled rada ostaje isti:
- pakovanje zaptivača je protreseno;
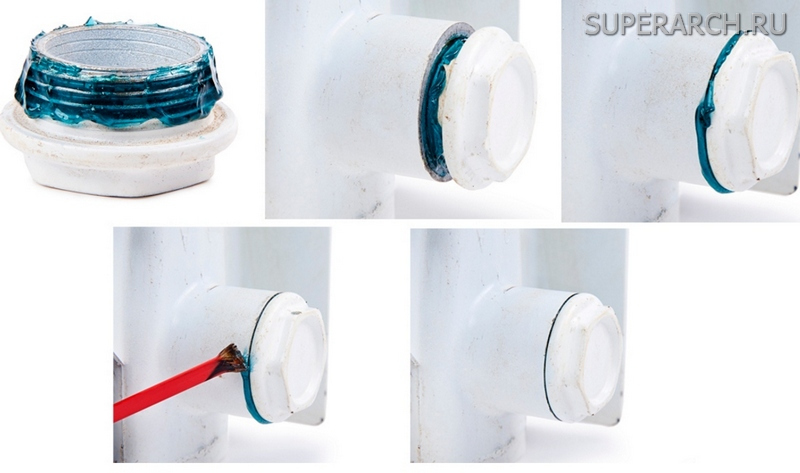
- otvorite poklopac i nanesite ljepilo sa čvrstim prstenom za zaključavanje preko cijele površine konca;
- dijelovi su međusobno povezani i omotani;
- višak ljepila koji strši uklanja se krpom ili se četkom prenosi na susjedno područje.
Za postizanje najvišeg kvaliteta brtvljenja, bolje je nanijeti zaptivač i na vanjski i unutrašnji navoj, morate pratiti ujednačenu distribuciju kompozicije po cijeloj površini.
Vrijeme vezivanja anaerobnog fiksatora
Polimerizacija kompozicije se dešava na temperaturi od +15 stepeni Celzijusa. Nema posebnim uslovima nije potrebno praviti zaptivač za stvrdnjavanje. Ako se radovi izvode na nižoj temperaturi, možda će biti potrebno dodatno grijanje. To je potrebno kada je potrebno ubrzati vrijeme vezivanja ljepila.
Nakon četvrt sata stvrdne. Priključak se provjerava na curenje pod pritiskom od oko 10-15 atmosfera. Druga provjera se vrši nakon jednog dana. Radni pritisak isporučena tečnost treba da bude do 40 atmosfera.
Kako ukloniti anaerobni zaptivač sa navojne veze?
Potreba za uklanjanjem zaptivača može se pojaviti i nakon isteka njegovog vijeka trajanja i u slučaju curenja. Proces uklanjanja ljepila je složeniji od njegovog nanošenja. Za to je potreban ključ i građevinski fen za kosu ako je korištena smjesa visoke čvrstoće. Smjesa je prethodno zagrijana. Zaptivač srednje do niske gustine može se ukloniti bez upotrebe građevinski fen za kosu koristeći samo ključ. Tokom demontaže, anaerobni ljepilo se pretvara u mrvice. Jednostavno se obriše krpom ili četkom.Za nanošenje drugog sloja anaerobnog zaptivača nije potrebno potpuno ukloniti staro ljepilo. Nova kompozicija savršeno pristaje na mrvicu. To ne smanjuje snagu nastalog spoja.