Учимся паять провода – рассмотрение всех нюансов пайки. Как научиться паять: пошаговая инструкция, особенности и рекомендации профессионалов
Для начала разберемся с процессом пайки. Пайка это процесс образования механического и электрического контакта между металлическими поверхностями, способного выдерживать значительные механические нагрузки. Пайка образуется при высоких температурах (от 180 до 250°С) спаиваемых поверхностей и расплавленного олова. Для качественной пайки недостаточно нагреть одну поверхность с оловом и прислонить к ней другую: обязательное условие образования надежного контакта - равные температуры спаиваемых поверхностей. Естественно что добиться этого можно только при помощи верно подобранного инструмента.
Важное замечание: низкая температура жала паяльника приведет к размягчению припоя но не к его расплавлению. Результат - холодная пайка (узнать можно по зернистой структуре контакта). Перегретое жало - чрезмерное выпаривание припоя. И тот, и другой дефект приводит к рассыпанию / расслоению контакта через некоторое время эксплуатации.
Не нужно забывать и о предельных температурах электронных компонентов: пайка при температуре ~ 250°С не должна проходить более 10 сек. Это уже закон проверенный временем: интегральные компоненты можно запросто пережечь.
Подводя итог выше сказанному определим требования для паяльного оборудования радиолюбителя:
1. Желательно приобретать не просто паяльник, а паяльную станцию. Скажете дороже? Да, но не на много. Цены на хорошие паяльные станции начинаются от 800 руб. Дороже чем паяльник на радиорынке? Но зато какие преимущества: регулируемый диапазон нагрева (вероятность пережечь компоненты спадает на нет); поддержание постоянной температуры жала (жало не перегорает - снижаются затраты на расходники); важная особенность всех паяльных станций - наличие подставки под паяльник (вещь необходимая) и ванны для очистной губки - не захотите покупать станцию будете искать эти вещи отдельно.
2. Мощность паяльника вещь во многом определяющая качество пайки. При пайке печатных плат вполне достаточно паяльника с мощностью 25-40 Вт. Лично я уже 10 лет пользуюсь станциями с мощностью 40 Вт и не знаю проблем. Конечно при пайке проводов сечением в 10 мм: вам и 100 Вт будет мало - но здесь речь идет о пайке плат.
3. Напряжение питания - на территории России стандартом является напряжение 220 ±10% В, 50 Гц. Хотите паять подключаясь к сети электропитания - покупайте паяльник / станцию с таким питанием. Для пайки в автомобиле или в местах где сложно найти розетку можно найти паяльник с питанием 12/18/24 В или газовые паяльники.
4. Важный параметр при пайке плат - форма жала. Сейчас для паяльников / станций предлагается широкий ассортимент жал - лопатка, конус, игла и т.д. Какое выбирать дело ваше: каждому удобно паять тем чем он привык. Я пользуюсь лопатками разных размеров.
5. Немаловажный параметр - стойкость жала. Вы можете найти термостойкие жала которым не страшен длительный перегрев. Удобно, но дорого.
6. Нельзя не упомянуть о антистатических паяльных станций. Если вы готовы выложить более 100$ за паяльную станцию - вы получите антистатическую защиту (полезно при пайке полевых элементов и других капризных бяк). Нет таких денег - не расстраивайтесь - можно самостоятельно доработать станцию / паяльник: заземление жала в большинстве случаев помогает. Это конечно не та антистатика, которая есть в навороченных станциях, но помогает не хуже.
Ну как, обзавелись паяльным оборудованием? Следующий шаг - расходные материалы. Вам понадобится флюс - для удаления окислов с контактных площадок плат и выводов компонентов и припой.
Выбор флюса - отдельный вопрос. Ваш дедушка паял с канифолью - снисходительно улыбнитесь - раньше другого не было. Чем плоха канифоль - канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Главный недостаток - при высоких температурах удаляется не только оксид металла - удаляется и сам металл. Посмотрите на жало дедушкиного паяльника - все в рытвинах, черное и с зазубринами. Это действие канифоли. Другой главный недостаток - очистка платы после пайки с канифолью большая проблема. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым). Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводниками возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности.
Каков же выход - на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Выбор припоя. Дедушка порекомендовал вам оловянный прут сечением 10 мм? Еще раз улыбнитесь. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5-2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки. Продается такой припой в мотках - на , в колбах - в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год).
Активатор жала. Активатор жала или TipCleaner продается в очень маленьких баночках. Он необходим для увеличения срока службы жала паяльника. Перед каждой пайкой и после неё (имеется в виду в начале и в конце работы) опустите жало в эту баночку. На нем образуется защитное покрытие, препятствующее образованию нагара.
Ну что, готовы к пайке? Последнее что вам нужно - ручной инструмент: нож, кусачки, пассатижи. Если в процессе работы понадобится что еще - поймете сами.
Перед тем как паять плату необходимо подготовить рабочее место: позаботьтесь о емкости с низкими бортами и достаточно большой площадью для мусора - откусанных выводов и снятой оплетке. Очень хорошо подходит пластиковая одноразовая тарелка (не стоит касаться её жалом разогретого паяльника:). Позаботьтесь и об освещении - свет должен падать на плату так, чтобы рука с паяльником не закрывала его.
Теперь вы настоящий ПАЯЛЬЩИК (правда, еще не опытный, но это наверстывается).
Прежде чем приступить к пайке разберитесь с платой. Если вы делали её самостоятельно - скорее всего она без паяльных покрытий: голая медь. Перед пайкой все контактные площадки придется облудить: покройте их флюсом и нанесите олово паяльником так, чтобы не закрыть отверстия в плате. При правильно подобранной температуре и хорошем флюсе, олово с жала паяльника само "обтечет" всю контактную площадку, как только вы её коснетесь. Не стоит брать на жало паяльника огромные капли олова: касаетесь жалом прутка и через секунду на жале будет необходимое количество.
Плата, покрытая оловом - промышленное изготовление - избавляет от этой работы, но и стоит соответственно.
Плата готова? При необходимости удалите остатки флюса и можете приступать к пайке.
Одна из основных ошибок начинающих радиолюбителей - компоненты паяют, а потом откусывают лишнюю длину ножек. При этом качественного контакта добиться сложно - повышенный теплоотвод и усложненный доступ жала к месту пайки только ухудшают образование надежного соединения. Формуйте выводы компонентов и обрезайте их перед пайкой.
Как я уже отмечал - при правильной технологии олово будет "обтекать" контакт самостоятельно. Обращайте внимание на состояние выводов компонентов: серые матовые выводы - окисленные. Придется лудить с флюсом. Будьте осторожны - можно пережечь компонент. Хотите избежать неприятностей - покупайте компоненты в радиоэлектронных магазинах - там они правильно хранятся.
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
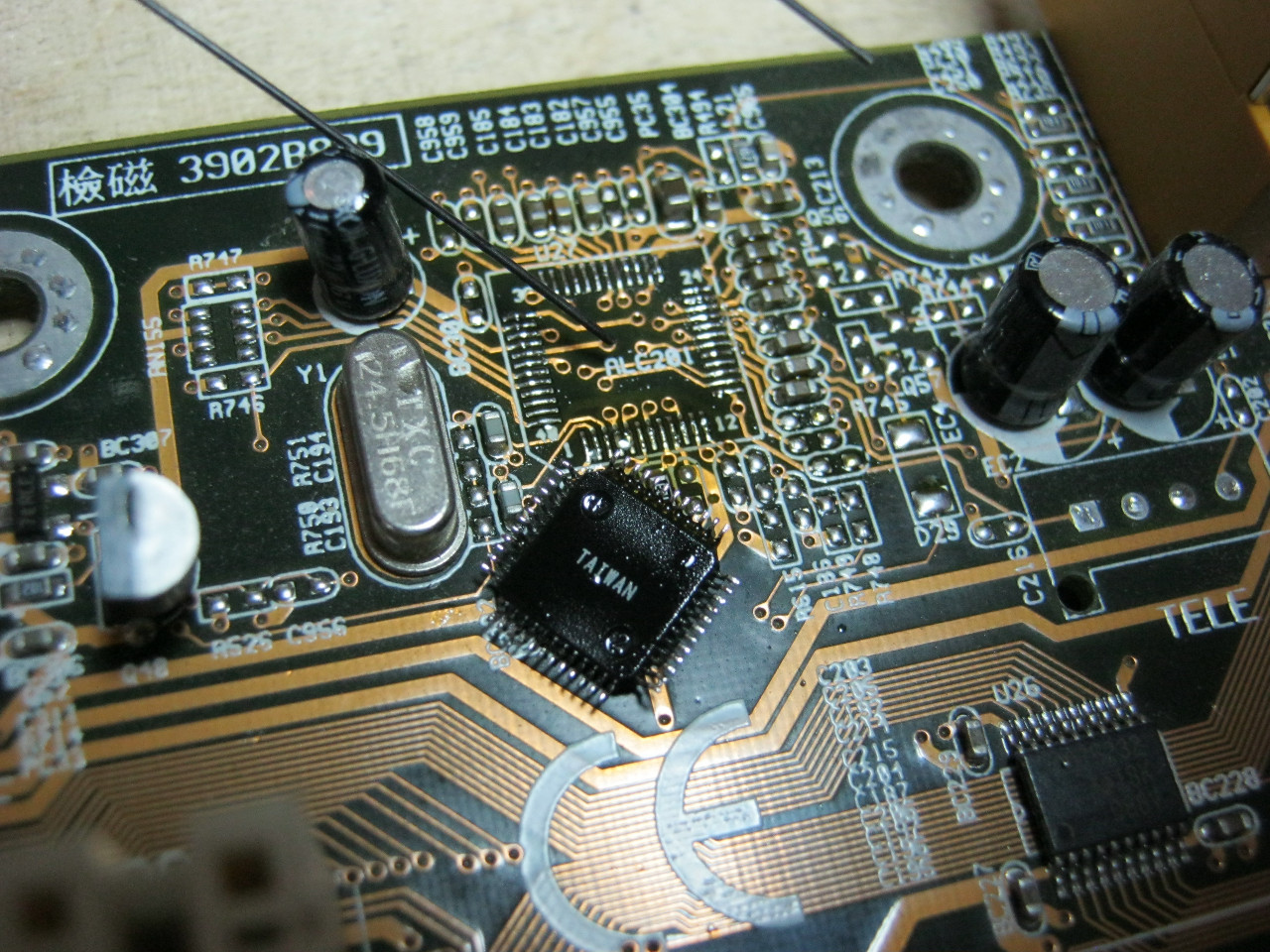
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!

Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .

Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Практически каждый человек знаком с паяльниками, и знает какое они имеют техническое предназначение, однако не каждый знает, как пользоваться паяльниками правильно. Процесс осуществления пайки не является сложной технической операцией. Главное, что требуется знать для правильного проведения пайки — как правильно работать паяльником.

Электрический паяльник, это ручной инструмент предназначенный для расплавления припоя и разогрева до нужной температуры соединяемых деталей.
Технология осуществления процесса пайки
Процесс пайки представляет собой скрепление металлических элементов при помощи расплава металла или сплава, который имеет низкую температуру плавления. Такой легкоплавкий металл или сплав металлов получил название припоя. Для осуществления процесса пайки требуется нагреть стык между металлическими заготовками в месте соединения до температуры плавления припоя. При плавлении припой заполняет зазор между соединяемыми металлическими изделиями. В результате дальнейшего застывания между заготовками возникает очень прочная металлическая связь.

Для проведения пайки наиболее популярным является припой, представляющий собой сплав олова со свинцом. Содержание олова в этом типе припоя может колебаться, в зависимости от его технической марки от 20 до 90%. Очень хорошие технические характеристики имеются у припоя типа ПОС-40 и ПОС-60. В маркировке припоя цифровое обозначение указывает на концентрацию в сплаве олова в процентах. Эти типы припоев плавятся при температуре 230 и 180 градусов соответственно. В некоторых случаях применяется припой с добавлением висмута. Такой состав сплава имеет маркировку ПОСВ-33, а его температура плавления составляет 130 градусов Цельсия.
При проведении пайки алюминиевых деталей применяются специальные припои, в состав которых входит алюминий. Эти припои имеют высокую температуру плавления. Припои, используемые для осуществления пайки, реализуются в форме стержней или проволоки с диаметром от 0,5 до 2 мм.
Чаще всего осуществить процесс невозможно без предварительной очистки поверхности металла от оксидной пленки, образующейся на поверхности металлической заготовки. Для того чтобы разрушить оксидную поверхностную пленку применяются спецсоставы называемые флюсами. При осуществлении технических операций с медными проводами в качестве флюса применяется канифоль. При нагреве участка пайки флюс предупреждает негативное воздействие на медь воздушной атмосферы. Применение проволочного припоя не требует дополнительного использования флюса, так как он является уже введенным в состав проволочного припоя. Для очистки спаиваемых металлических поверхностей применяется паяльная кислота.
Вернуться к оглавлению
Осуществление пайки разнообразных металлических заготовок

Наличие подставки для паяльника — требование техники безопасности.
Медные заготовки и детали, изготовленные из медных сплавов, не вызывают проблем при осуществлении спаивания. Эти элементы легко спаиваются при использовании припоев на основе олова и канифоли. Изделия из серебра или посеребренные, легко поддаются спаиванию по той же технологии, что и медные, но для повышения качества соединения можно применять оловянно-свинцовый спецприпой с добавкой серебра в состав.
Стальные изделия и металлические изделия, имеющие цинковое покрытие плохо поддаются спаиванию с применением канифоли. Улучшить положение позволяет применение в процессе работы паяльной кислоты, которая дает возможность легко разрушить оксидную пленку.
Сплавы, используемые в составе нагревательных приборов, подвергаются спаиванию при помощи использования специальных флюсов. Очень часто при осуществлении такой работы в домашних условиях можно применять обычный аспирин. Изделия из алюминия и сплавов, в основе которых лежит алюминий, а также нержавеющие стали подвергнуть спаиванию при помощи канифоли невозможно. Для проведения процесса применяются спецсредства и спецсплавы в качества припоев. Особо эффективно проявляет себя в процессе проведения спаивания таких изделий концентрированная ортофосфорная кислота.
Вернуться к оглавлению
Особенности выбора инструмента и подготовительные работы
Выбор рабочего инструмента зависит от его мощности: чем выше этот показатель у нагревателя, тем выше температура нагрева жала паяльника. Паяльники, применяемые в быту, изготавливаются производителями с нагревательными элементами, имеющими мощность от 20 до 125 Вт. Наиболее популярными считаются модели имеющие мощность от 25 до 40 Вт. Использование таких устройств рекомендуется для людей делающих первые шаги в области проведения пайки.

Жало практически всех моделей бытовых паяльников изготавливаются из меди, что обусловлено ее высокой теплопроводностью. Большое влияние на процесс выполнения работ оказывает диаметр используемого жала. Чаще всего встречается два вида жал:
- рабочие элементы с диаметром 4-5 мм;
- рабочие элементы с диаметром 2-3 мм.
В случае проведения работ с небольшими электросхемами рекомендуется применять паяльники с небольшой мощностью и тонкими жалами.
Для того, чтобы правильно пользоваться паяльником требуется подготовиться к процессу проведения пайки.
Сначала необходимо подготовить место. Работа с инструментом предполагает проведение технологических операций с использованием высоких температур и бытового электрического напряжения. По этой причине рабочее место должно располагаться в пределах досягаемости к электророзетке, которую планируется использовать. Паяльник требуется расположить на удобной подставке, которая позволяет быструю и легкую установку и снятие инструмента. При установке прибора на подставку он не должен соприкасаться с поверхностью стола разогретым рабочим элементом.

В наличии должны быть достаточно инструментов, для выполнения любых видов пайки.
Для удобства осуществления работ требуется подготовить небольшие емкости для канифоли и припоя. Емкости лучше всего закрепить для предотвращения их перемещения в процессе работы.
Перед работой следует подготовить жало инструмента. Проводится осмотр поверхности и, при выявлении изъянов, они устраняются при помощи напильника. При выявлении изменений в наконечнике жала требуется восстановить угол скоса при помощи напильника. Скос должен быть равен 45 градусам. После восстановления геометрии жала проводится его облужение при помощи припоя.
После проведения облужения наконечника следует подготовить металлические заготовки, предназначенные для спаивания, особенно, если заготовки имеют большой размер. Для очистки поверхности заготовки можно использовать наждачную бумагу или надфиль.
В наши дни большинство электронных устройств работает на микросхемах. Поэтому рано или поздно каждый домашний мастер сталкивается с пайкой микросхем. На первый взгляд процесс не представляет собой какой-либо сложности: бери в руки паяльник и прикрепляй элементы к плате. Но здесь необходимо понимать, что существует огромная разница между пайкой большого резистора и микросхемы для сотового телефона.
Термовоздушная паяльная станция имеет регулируемый диапазон нагрева, что сводит к минимуму риск пережечь спаиваемые компоненты.
Каждый конкретный случай требует того метода, который будет наиболее эффективным. Если в первом случае подойдет обыкновенный электрический паяльник с мощностью не более 40 Вт, припоем и твердой канифолью, то для пайки микросхем BGA не обойтись без безотмывочного флюса, термовоздушной станции, паяльной пасты и трафаретов. Не лишней будет и станция подогрева плат.
Минимальный набор инструментов для работы
Прежде чем приступать к соединению сложных элементов, начинающий домашний мастер должен ознакомиться с основами обычной пайки. Как правило, она производится при помощи простейшего электрического паяльника с медным наконечником, называемым жалом.
Кроме того, для любого припаивания необходим минимальный набор материалов:

- Припой. Сплав олова и свинца, отличающийся высокими легкоплавкими свойствами и используемый для крепления элементов к материнской плате или друг другу. В недавнем прошлом для припоя применяли чистое олово, но сегодня такой материал неоправданно дорог. Кроме того, прочностные характеристики сплава свинца с оловом ничем не уступают чистому металлу. В специализированных торговых центрах можно приобрести разные виды припоя, которые имеют стандартные либо улучшенные свойства.
- Флюс. Использование флюсов облегчает процесс пайки и предотвращает окисление металла спаиваемых элементов. Сегодня самым популярным материалом, который используется в роли флюса, является очищенная древесная смола — канифоль. В магазинах можно найти специальные составы, предназначенные для пайки конкретных металлов. Так, при спаивании никеля, нержавеющих сталей и алюминия может использоваться вещество, изготовленное из канифоли и кислоты.
К работе можно приступать только тогда, когда все инструменты для пайки собраны.
Вернуться к оглавлению
Основные правила контактной пайки
Главное правило качественной пайки — обеспечить чистоту поверхностей. Даже новые элементы, приобретенные в магазине, могут быть покрыты различными загрязнениями и окислами. Таким образом, если на металле обнаружен окисел темно-серого или зеленого цвета, его необходимо удалить при помощи наждачной бумаги или перочинного ножа. Неочищенные загрязнения будут препятствовать пайке, а затем и качественной работе прибора.
Второе правило заключается в необходимости проведения лужения. Лужение — это покрытие свариваемых поверхностей ровным и тонким слоем припоя. Обычно новые элементы для микросхем продаются в магазинах уже с лужеными контактами и выводами, но если это не так, данное действие необходимо выполнить самостоятельно.

Для обеспечения качества соединения, контакты элементов перед пайкой необходимо залудить.
В домашних условиях лужение контактов элементов и проводов производится при помощи электрического паяльника. В первую очередь необходимо очистить поверхность от окислов, затем нанести на нее канифоль. Алгоритм работы прост: контакт или вывод элемента прикладывается к куску канифоли и прогревается наконечником паяльника, на который нанесено немного припоя. Далее расплавленный припой аккуратно распределяется по всей обрабатываемой поверхности. Когда температура прогревания достигнет нужного уровня, канифоль начнет испаряться. На поверхности элемента образуется ровное и гладкое покрытие, не имеющие катышков или комочков.
Третье правило предусматривает работу только хорошо прогретым паяльником. В рабочем состоянии наконечник паяльника должен иметь температуру не менее 180°С. Так как простейшие инструменты не имеют шкалы нагрева, судить об их готовности можно по вскипанию канифоли при касании ее жалом. Если же вещество не плавится, а медленно растекается, инструмент еще не готов. Работа недогретым инструментом приведет к появлению пайки, имеющей вид темной шероховатой кашицы.
Для проведения качественности пайки необходимо запомнить четвертое правило: паяный контакт, изготовленный согласно всем правилам паяльных работ, должен иметь блестящую и ровную поверхность, обладающую характерным металлическим глянцем. Чтобы достичь этого, необходимо учитывать размеры обрабатываемых поверхностей. Так, чем больше площадь пайки, тем большей теплопередачи потребует работа, то есть мощность паяльника полностью зависит от площади пайки. Для печатных плат с плотным расположением элементов или малогабаритных радиоэлементов используются инструменты с мощностью от 25 до 40 Вт, в иных же случаях следует использовать более мощные приборы.
Вернуться к оглавлению
Условия для проведения пайки

При спайке деталей материнской платы необходимо соблюдать несколько важных условий:
- следить за временем работы и не перегревать плату и металлические дорожки выше 240-280°С (это критическая температура, превышение которой может привести к расслоению или деформации платы в месте нагрева);
- производить жесткую фиксацию обрабатываемых элементов: любая незначительная вибрация или смещение нарушит качество спаивания;
- осуществлять работы в хорошо проветриваемом помещении, так как пары канифоли и свинца неблагоприятно воздействуют на органы дыхания;
- проводить работу аккуратно и неторопливо, максимально защищая глаза и руки от ожогов.
При соблюдении всех вышеописанных правил паяльные работы не приведут к порче обрабатываемых поверхностей и не потребуют переделки.
Вернуться к оглавлению
Алгоритм пайки микросхемы
Сложность работы с микросхемами заключается в слишком близком расположении элементов, что делает процесс монтажа затруднительным.
Если в наличии имеется специальное оборудование для пайки микросхем, это существенно упростит задачу, но при необходимости работу можно выполнить и простым паяльником с жалом в форме шила.

Правильное расположение микросхемы: ключ (обведен красным) должен располагаться возле скошенного угла квадрата.
Всю работу можно разделить на 2 фазы. Первая фаза предполагает лужение (нанесение канифоли и припоя на элементы), а вторая — установку элементов в нужные места платы. Для того чтобы работа была произведена качественно, необходимо кроме вышеуказанных инструментов и материалов подготовить 1 или 2 пинцета, лучше с зажимами.
Когда паяльник достаточно разогрет, можно приступать к работе. В первую очередь рекомендуется произвести лужение пятачков на плате, куда будут устанавливаться нужные элементы. Работа производится следующим образом:
- на пятачки платы, куда будут устанавливаться элементы, капается немного флюса;
- затем на жало паяльника наносится припой;
- легкими точными касаниями сплав переносится на пятачки.
Затем производится установка элементов. Элемент необходимо взять пинцетом и пристроить на место пайки. При работе с микросхемами элемент следует держать за ту ножку, которая будет подвергаться обработке. Пока одна рука держит пинцет с деталью, второй рукой требуется нанести каплю канифоли на ножку элемента и место пайки. Затем следует жалом паяльника коснуться обрабатываемых поверхностей. Так как плата уже была предварительно обработана при помощи лужения, ножка элемента погрузится в расплавленный припой. Таким образом процедура повторяется для всех ножек элемента.
Когда все элементы установлены на нужные места, желательно смазать флюсом и слегка пригладить разогретым паяльником контакты между ними, расположенные на поверхности материнской платы.
Для удобства проведения работы можно использовать не кусковую канифоль, а специальный жидкий флюс, который продается в строительных магазинах. Также специалисты рекомендуют приобрести дополнительное оборудование, которое облегчит пайку микросхем:
- жидкость для мытья плат (при использовании жидкого флюса высока вероятность попадания раствора на поверхность платы, что может негативно сказаться на ее эксплуатации);
- отсос, который убирает излишки припоя (сплав разогревается паяльником и втягивается в прибор);
- очки (позволяют избежать травмирования глаз при работе).
Стоит произвести пайку микросхем один-два раза — и эта работа не будет вызывать никаких затруднений. Главное, не торопиться и выполнять все с максимальной долей аккуратности и внимательности.
Эта статья была написана в помощь тем, кто совсем не умеет паять, кто ни разу не брал в руки паяльник, словом для тех, кому нужно научится правильно паять.
Предлагаю сразу начать с практики. Кроме желания, терпения и прямых рук, нам понадобится следующее:
Сам паяльник. Паяльники бывают разные, прежде всего обратим внимание на его мощность. 3-10Вт предназначены для распайки супер-пупер мелких микросхем, 20-40Вт считаются бытовыми и радиолюбительскими, 60-100Втные сабжи покупают сотрудники автосервиса, для распайки толстых проводов, ну а 100-250 используют для запайки кастрюль, радиаторов и и прочего крупногабаритного хлама.
Что нужно паять моддерам? Тонкие проводки, резисторы, светодиоды и прочую мелочь, поэтому приобретаем 25 ваттный паяльник. Спросите, почему не больше? Всё просто, все радиодетали не любят перегрева, и выходят от него из строя. Вот так, не переусердствуйте.
Подставка для паяльника. Включенный паяльник нагревается до 300 градусов. Его надо куда-то класть, позаботьтесь словом. Включенный паяльник кладём на подставку, справа от себя, на краю стола. Соблюдаем правила безопасности, контролируем его сетевые провода и предупреждаем окружающих.
Припой. Припой это сплав олова, свинца, кадмия и других легкоплавких металлов. Существует много видов припоев. Есть совсем легкоплавкие, 65-70 градусов Цельсия, есть наоборот, тугоплавкие – им и 1000 не страшно. Радиолюбители используют марку ПОС-61, её и покупаем. Рекомендую приобретать в виде проволочки, толщиной со спичку - удобнее паять.
Флюс. Флюс это некое связующее, обезжиривающее и защищающее от окисления вещество, которое помогает припою прилипать к месту пайки, без него нельзя. Их тоже много видов. Для разных металлов, разных припоев и разных технологий. Радиолюбители пользуются маркой ЛТИ-120 или спиртовым раствором канифоли, обычной канифолью, на худой конец. Сделать флюс самому очень просто. Заполняем пузырёк наполовину спиртом, насыпаем толчёной канифоли, взбалтываем до полного растворения.
Также, рекомендую купить какой либо активный флюс. Он часто бывает полезен, например, для пайки хромированных выводов некоторых выключателей и разъёмов. На крайний случай, упрямый контакт можно припаять при помощи таблетки обычного аспирина. Воняет противно – но паяет.
Ещё нам понадобится небольшой кусок тонкой фанеры, оргалита или плекса, чтобы не испортить стол.
Инструменты. Маленькие кусачки - для проводов, выводов деталей и снятия изоляции, напильник - для зачистки жала паяльника, пинцет - чтобы пальцы не обжигать и медицинский скальпель.
Приборы. Настоятельно рекомендую купить цифровой тестер. Всегда полезная вещь в хозяйстве. И напряжение померить, и сопротивление…, да и стоит копейки.
Итак, начнём.
Если паяльник новый, его надо сначала заточить и облудить. Это просто. Включаем в сеть, ждём. После первого включения, нередко, бывает выгорание смазки, небольшое выделение гари, не бойтесь, это не страшно.
После прогрева сабжа, в течении 15-20 минут зачищаем рабочую поверхность напильником, и быстро, пока медное жало не окислилась, мокаем в канифоль, потом сразу в припой.
Круговыми движениями руки помогаем процессу. Всё. Есть паяльники с жалом из металлокерамики, их не зачищают напильником, их протирают специальной мокрой губкой.

По мере выгорания медного стержня, такую процедуру придётся выполнять регулярно.

Очень важно, чтобы спаиваемые поверхности были чистыми, без краски, лака или окислений. Если это не так – исправляем, при помощи надфиля, скальпеля или мелкой наждачки. Наносим кисточкой немного флюса на спаиваемое место, берём жалом паяльника немного припоя, пропаиваем. Всё просто, но требуется навык. С первого раза красиво и качественно не получится.
К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной. Не забываем про перегрев деталей. Не получилось с первого раза, даём радиодеталям остыть. Время прогрева подбираем экспериментальным путём - если слишком быстро, то деталь не прогреется и пайка получится плохая.
Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.

Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придаёт предварительная скрутка проводов.
Для получения хороших результатов рекомендую потренироваться на отслужившем магнитофоне.
Чтобы пропаянные детали не замкнулись между собой, или ещё куда либо, надеваем кусочек изолирующей трубочки подходящего размера. Или обматываем изолентой.
Меры предосторожности.
Ох, сколько раз я обжигался об паяльник, сколько раз ронял его себе на ногу, задев шнур... Однажды, на горячий паяльник умудрился сесть мой волнистый попугай, вот крику было Словом отнеситесь серьёзно, помните, что Ваша подруга или бабушка может не знать о "коварной" сущности этого девайса.
Флюса наносим минимальное количество. При избытке – может брызнуть, при касании паяльником.
Припоя паяльником берём столько, сколько нужно на 1-2 пайки, излишек может капнуть и обжечь.
Паяние печатных плат.
Печатная плата сильно облегчает процесс изготовления радиосхемы. Все электрические соединения выполнены дорожками из медной фольги. Детали надёжно закреплены и не боятся вибраций. В соответствующей статье мы уже рассказывали, как можно самому сделать печатную плату.
Вставляем деталь в нужное место платы и подбираем нужную глубину посадки. Наносим флюс маленькой кисточкой.

Берем паяльником немного припоя и подносим к месту пайкитаким образом, чтобы плоскость жала была обращена к детали, а сам паяльник находился под углом 45 градусов.

При хорошем флюсе, нормальном припое и нормально нагретом паяльнике пайка одной контактной площадки занимает около секунды. Правильно выполненная пайка не должна иметь каких либо наплывов, трещин и должна блестеть.

Торчащие ножки ликвидируем кусачками. После окончания монтажа и выполнения пуско-наладчных работ, протираем плату спиртом. Применение ацетона не рекомендую, некоторые детали и провода могут пострадать. Ну а элементы содержащие механику, такие как реле, тумблеры и подстроечные резисторы, вообще нельзя мыть ничем, их впаивают после промывки.
Подбираем оптимальное расположение деталей. Отпиливаем кусочек платы нужного размера, впаиваем компоненты. Соединения делаем тонким проводом. Не забываем про перегрев. Работаем аккуратно и внимательно, чтобы случайно не замкнуть соседние контакты. Иногда полезно проверить замыкание дорожек тестером, иногда на свет видно. Учимся и тренируемся.
А сколько приятных минут(часов, дней) Вы проведёте в поисках неправильного соединения!

Ещё одна хитрость на последок. Сейчас расскажу, как выпаять радиодеталь из платы, или устранить досадное замыкание контактных площадок микросхемы.

Для этого понадобится кусочек медной оплётки от экранированного провода. Прикладываем оплётку в нужное место, капаем флюса, прижимаем паяльник, и – вуаля! Припой впитался в неё.

Остаётся покачать все ножки пинцетом и извлечь детальку. Для этой цели есть и специальные оловоотсосы, но мне удобнее по-старинке.